


五軸加工中心BT50皮帶主軸分析
時間:2017-07-19 09:04來源:山東海特數控機床
文章簡介:BT50皮帶軸是五軸加工中心核心部件,本文主要研究分析對主軸以及軸承進行瞬態、穩態熱分析,了解主軸整體的溫度分布情況。通過分析皮帶軸內部結構、主軸穩態熱分析得出設計合理的皮帶軸。
皮帶軸是五軸加工中心關鍵部件之一,皮帶軸工作時,主軸內部熱源主要由軸承的高速旋轉摩擦產生熱量,主軸各個部分會產生不同程度的溫度變化。當溫度上升后,主軸和機床其他部件的空間相對位置和尺寸都將與開機前有所不同,因而形成不同的溫度場,產生熱交換,如不及時對主軸系統進行冷卻,必將對精密部件產生不同程度的熱變形,導致加工誤差。尤其是高速主軸,熱變形引起的誤差尤為突出。
目前國內外主要研究為電主軸,而高速皮帶軸較少。本文以高速五軸加工中心皮帶軸為研究對象,使設計者可以根據發熱量計算預測皮帶軸的溫升,為五軸加工中心皮帶軸優化設計奠定基礎。
1、皮帶軸內部結構
本文五軸加工中心皮帶軸簡介:主軸用于立式五軸加工中心,主軸錐孔為BT50,主軸拉刀為四瓣爪式拉緊,拉刀力為13000+1000N,主軸轉速4500rpm,前軸承為4套NSK-7017C/P4角接觸軸承預壓負荷為1100N,后軸承為2套NSK-7015 C/P4角接觸軸承預壓負荷為700N,碟簧為90片,三片疊合后再對合,預壓11mm,帶刀打刀行程8mm,空刀打刀行程11mm,軸承內填NBU15潤滑脂,循環水冷。圖1是試驗用五軸加工中心皮帶軸剖面圖。
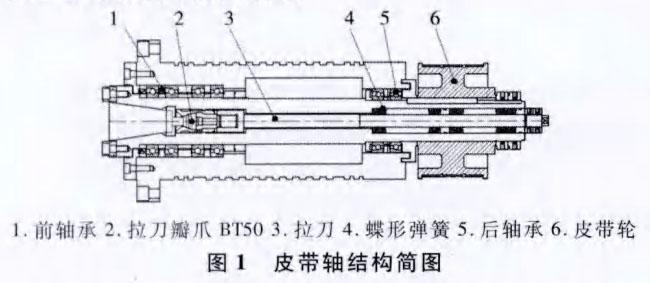
圖1 BT50皮帶軸結構簡圖
2、主軸穩態熱分析時結果分析
電主軸的穩態熱分析在以下條件下進行:
(1)環境溫度為T=25℃ ;
(2)電主軸轉速為n =4500r/rnino
將計算所得的熱量,初始邊界條件和接觸熱阻加載到軸系三維模型上,得到五軸加工中心皮帶軸軸系的穩態溫度場分布情況,如圖6所示。
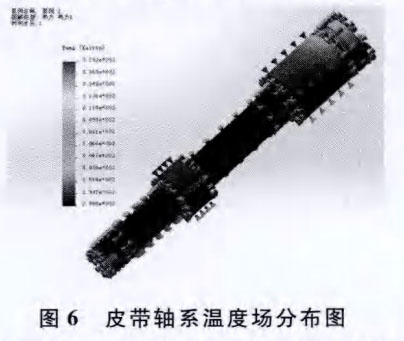
從圖6可得出:整個軸系中,前、后軸承溫度高于整個主軸的溫度前軸承*高溫度為318. 2K,即45℃,后軸承*高溫度為316. 5 K,即43.4℃,前后軸承*高溫度都在的工作溫度范圍內,兩者相對環境溫度(25℃)的溫升分別為20℃和18.4℃ ,溫升小于25℃符合國標。該五軸加工中心皮帶軸山于采用的是脂潤滑,軸承高速旋轉時產生摩擦,進而轉換為熱址,而軸承本身由密封圈封閉空間*小,無法與周圍空
氣直接接觸對流,主要傳熱方式以輻射傳熱和循環冷卻水為主,因此軸承處的溫度也比較高。又因為軸承外圈有循環水能帶走熱量,所以軸承產生*高溫度的部位在內圈處。而前軸承由于承受較大的磨削力,故而它的溫升略高于后軸承。
由*高轉速軸系溫度場分布圖可知,前后軸承的溫升符合國標要求,且前后軸承的溫差較小,不容易造成軸承不同的徑向跳動,可以穩定的保持主軸單元的精度,因此該五軸加工中心皮帶軸設計合理。
皮帶軸是五軸加工中心關鍵部件之一,皮帶軸工作時,主軸內部熱源主要由軸承的高速旋轉摩擦產生熱量,主軸各個部分會產生不同程度的溫度變化。當溫度上升后,主軸和機床其他部件的空間相對位置和尺寸都將與開機前有所不同,因而形成不同的溫度場,產生熱交換,如不及時對主軸系統進行冷卻,必將對精密部件產生不同程度的熱變形,導致加工誤差。尤其是高速主軸,熱變形引起的誤差尤為突出。
目前國內外主要研究為電主軸,而高速皮帶軸較少。本文以高速五軸加工中心皮帶軸為研究對象,使設計者可以根據發熱量計算預測皮帶軸的溫升,為五軸加工中心皮帶軸優化設計奠定基礎。
1、皮帶軸內部結構
本文五軸加工中心皮帶軸簡介:主軸用于立式五軸加工中心,主軸錐孔為BT50,主軸拉刀為四瓣爪式拉緊,拉刀力為13000+1000N,主軸轉速4500rpm,前軸承為4套NSK-7017C/P4角接觸軸承預壓負荷為1100N,后軸承為2套NSK-7015 C/P4角接觸軸承預壓負荷為700N,碟簧為90片,三片疊合后再對合,預壓11mm,帶刀打刀行程8mm,空刀打刀行程11mm,軸承內填NBU15潤滑脂,循環水冷。圖1是試驗用五軸加工中心皮帶軸剖面圖。
圖1 BT50皮帶軸結構簡圖
2、主軸穩態熱分析時結果分析
電主軸的穩態熱分析在以下條件下進行:
(1)環境溫度為T=25℃ ;
(2)電主軸轉速為n =4500r/rnino
將計算所得的熱量,初始邊界條件和接觸熱阻加載到軸系三維模型上,得到五軸加工中心皮帶軸軸系的穩態溫度場分布情況,如圖6所示。
從圖6可得出:整個軸系中,前、后軸承溫度高于整個主軸的溫度前軸承*高溫度為318. 2K,即45℃,后軸承*高溫度為316. 5 K,即43.4℃,前后軸承*高溫度都在的工作溫度范圍內,兩者相對環境溫度(25℃)的溫升分別為20℃和18.4℃ ,溫升小于25℃符合國標。該五軸加工中心皮帶軸山于采用的是脂潤滑,軸承高速旋轉時產生摩擦,進而轉換為熱址,而軸承本身由密封圈封閉空間*小,無法與周圍空
氣直接接觸對流,主要傳熱方式以輻射傳熱和循環冷卻水為主,因此軸承處的溫度也比較高。又因為軸承外圈有循環水能帶走熱量,所以軸承產生*高溫度的部位在內圈處。而前軸承由于承受較大的磨削力,故而它的溫升略高于后軸承。
由*高轉速軸系溫度場分布圖可知,前后軸承的溫升符合國標要求,且前后軸承的溫差較小,不容易造成軸承不同的徑向跳動,可以穩定的保持主軸單元的精度,因此該五軸加工中心皮帶軸設計合理。
上一篇:五軸加工中心廠家談:刀庫卡刀原因及解決辦法
下一篇:加工中心的選型及配置(上)



